Introduction
Surface preparation plays a critical role in coating performance. However, one factor that is often misunderstood in coating inspection is how surface profile influences Dry Film Thickness (DFT) readings.
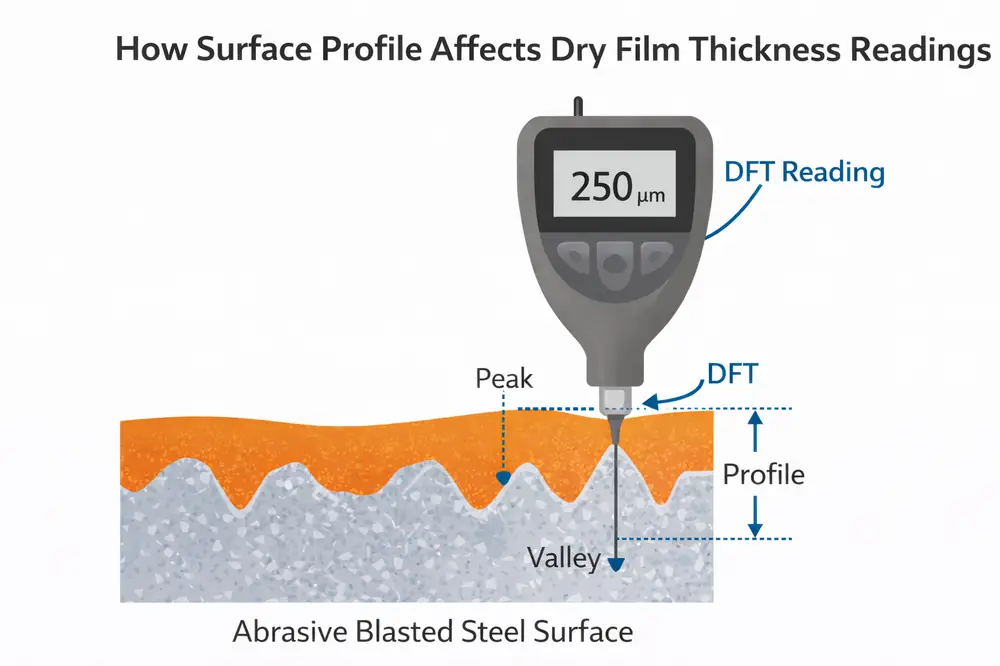
When a steel surface is abrasive blasted, it develops peaks and valleys. Coating thickness gauges measure over these irregularities, which can significantly affect DFT results.
Understanding this relationship is essential for coating inspectors, QA/QC engineers, and project managers working under standards such as SSPC-PA 2.
What Is Surface Profile?
Surface profile refers to the roughness created on a substrate after abrasive blasting.
It consists of:
- Peaks (high points)
- Valleys (low points)
The depth between the highest peak and lowest valley is called profile height.
Surface profile is typically measured according to ASTM D4417.
What Is Dry Film Thickness (DFT)?
Dry Film Thickness is the thickness of a coating after it has cured.
DFT is measured using:
- Magnetic gauges (ASTM D1186)
- Eddy current gauges (ASTM D1400)
The acceptance criteria are usually governed by SSPC-PA 2.
The Relationship Between Surface Profile and DFT
When coating is applied over a rough surface:
- Coating fills the valleys
- Coating covers the peaks
- Total film thickness varies across the surface
A DFT gauge typically measures from the top of the peaks to the outer surface of the coating.
This means:
👉 The gauge does NOT measure coating thickness inside the valleys.
👉 It measures from peak level upward.
Why This Matters
If surface profile is high:
- Gauge readings may appear higher
- Actual coating protection in valleys may be lower
- Coating consumption increases
- Risk of under-protection exists
If surface profile is ignored:
- False acceptance may occur
- Disputes may arise
- Premature corrosion can develop
Example Scenario
Specified DFT: 250 microns
Surface profile: 75 microns
If coating fills valleys fully:
Total applied coating above substrate bottom = 250 + 75 = 325 microns
But gauge reading from peak = 250 microns
This shows why profile must be considered during specification writing.
Peak-to-Valley Considerations
There are two common thickness concepts:
- Coating above peaks (what gauge reads)
- Total coating from valley bottom
Many specifications define DFT above peaks.
Some critical systems may specify additional thickness to compensate for profile.
How to Control the Effect
1️⃣ Measure Surface Profile Before Coating
Use replica tape or needle gauges per ASTM D4417.
Record average profile height.
2️⃣ Adjust Coating Specification
If profile is high:
- Increase specified DFT
- Apply additional stripe coat
- Adjust application technique
3️⃣ Use Proper Measurement Technique
Under SSPC-PA 2:
- Take multiple spot readings
- Avoid edges and weld spatter
- Ensure proper calibration
Common Inspection Mistakes
❌ Ignoring surface profile during DFT evaluation
❌ Using wrong calibration shims
❌ Measuring before coating fully cures
❌ Assuming profile does not affect reading
These mistakes can lead to rejection or coating failure.
Oil & Gas Industry Impact
In refineries, offshore platforms, and pipelines:
- Blast profiles are often 50–100 microns
- Epoxy coatings rely on mechanical anchoring
- Profile directly influences long-term corrosion protection
Incorrect interpretation of DFT readings may cause:
- Under-protected peaks
- Early rust formation
- Warranty disputes
Practical Field Advice
As a coating inspector:
✔ Always document surface profile
✔ Verify profile meets specification
✔ Consider profile when reviewing DFT readings
✔ Discuss with coating manufacturer if profile is high
Proper documentation protects both contractor and client.
Frequently Asked Questions
It can affect readings because gauges measure from peak height, not from valley bottom.
Normally, specifications define DFT above the peaks. However, some systems require compensation for profile depth.
Higher profile increases coating consumption and may require higher applied thickness.
Surface profile is measured according to ASTM D4417.
Conclusion
Surface profile has a direct impact on how Dry Film Thickness readings are interpreted. Since DFT gauges measure from peak height, inspectors must understand that profile depth influences coating performance and specification compliance.
Proper measurement, documentation, and coordination with coating specifications ensure accurate evaluation and long-term durability of protective systems.
In industrial environments—especially Oil & Gas facilities—ignoring surface profile can lead to costly failures. A thorough understanding of both surface preparation and thickness measurement standards is essential for professional coating inspection.