By Pritam Singh, QC Coating Inspector
Holiday testing (also called discontinuity testing) is one of the most important inspections for tank linings, internal coatings, pipelines, and immersion service coatings. A “holiday” means a pinhole, void, thin spot, or missed area that exposes the metal substrate—allowing corrosion to start immediately once the system goes into service.
This guide explains when holiday testing is required, which equipment to use (low vs high voltage), and the correct inspection procedure, based on common industry practice and the key principles aligned with ASTM D5162 (holiday testing of nonconductive coatings on metallic substrates).
What Is Holiday Testing?
Holiday testing is an electrical method to detect coating discontinuities that may be:
- Pinholes / porosity
- Thin spots below minimum thickness
- Mechanical damage after curing
- Missed coating areas
- Cracks at welds, edges, or sharp corners
When a discontinuity exists, the tester completes an electrical circuit to the metal substrate and triggers alarm/light/spark depending on the method.
When Holiday Testing Is Required
Holiday testing is most commonly specified for:
- Tank internal lining systems (especially immersion service)
- Pipelines (field joints, repairs, and coating plants)
- Buried/immersed structures and splash zone coatings
- High-build epoxies, novolacs, glass flake linings
- Any system where pinholes can cause rapid corrosion under service conditions
✅ Practical rule: If the coating is for immersion or severe corrosion service, expect holiday testing.
Standards Commonly Referenced
Use the standard your project specification calls for. The most common references are:
- ASTM D5162 – Discontinuity (Holiday) Testing of Nonconductive Protective Coating on Metallic Substrates
- ASTM D7091 – Nondestructive DFT measurement (you need DFT to set the correct test voltage)
- SSPC-PA 2 – Film thickness measurement guidance (often used with DFT acceptance)
- NACE/AMPP practices may also be referenced on pipeline and lining projects depending on client requirements.
Types of Holiday Testing
There are two main methods:
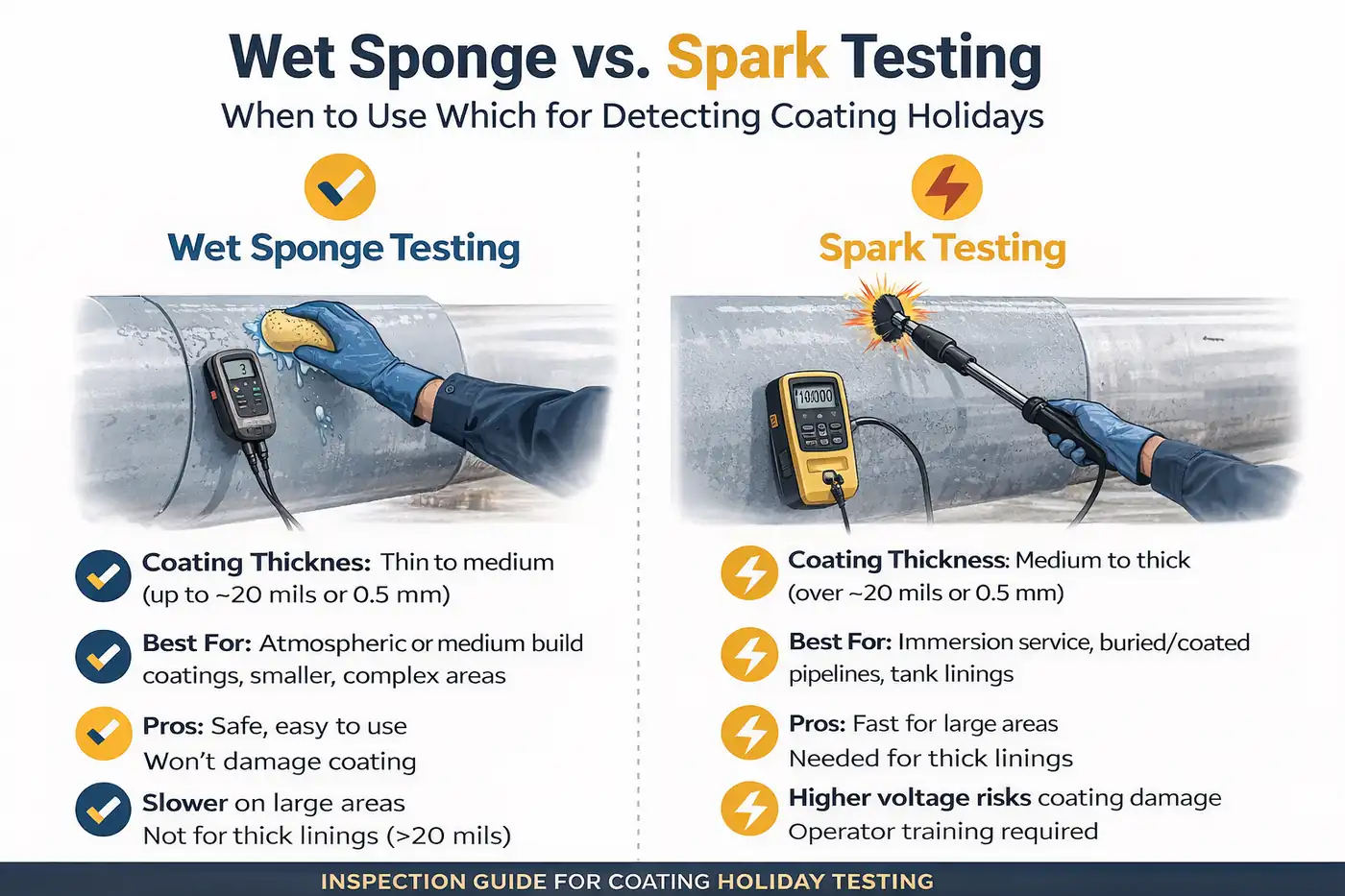
1) Low Voltage Wet Sponge (typically for thin–medium films)
Best for: coatings up to about ~500 µm (20 mils) (common practical limit; always follow spec)
How it works: a wetted sponge is moved across the surface. If it contacts a holiday, the circuit completes and the alarm sounds.
Pros
- Very safe and simple
- Minimal risk of damaging coating
- Works well on thin coatings and complex shapes
Cons
- Needs a slightly conductive wetting solution
- Less effective on very thick coatings
- Slow on large areas
2) High Voltage Spark Testing (typically for thick linings)
Best for: thick-film coatings/linings > ~500 µm (20 mils)
How it works: a voltage is applied through a brush electrode; a spark jumps through discontinuities to the substrate.
Pros
- Fast for large areas
- Very effective for thick linings and tank internals
Cons
- Wrong voltage can damage coating
- Higher safety controls required
- Needs correct grounding and trained operators
Before You Start: Pre-Holiday Testing Checklist
Holiday testing is only meaningful if the coating system is already acceptable.
✅ 1) Confirm coating is ready for testing
- Follow the product data sheet / ITP for cure stage
- Many specs require testing after final coat is cured enough, but before full commissioning
✅ 2) Check film thickness first
- Measure DFT per ASTM D7091
- Record results and verify minimum/maximum DFT compliance
Holiday testing without knowing DFT can lead to wrong voltage selection and false results.
✅ 3) Ensure surface is clean and dry
- Remove dust, overspray powder, abrasive residues
- For tank internals: ensure ventilation and cleanliness are controlled
✅ 4) Safety & permit readiness
- Confined space permit (for tanks)
- Gas test, ventilation, rescue plan
- Electrical safety check and PPE
- Ensure no flammable vapors are present before using spark testing
Step-by-Step Procedure: Low Voltage Wet Sponge Method
Equipment Needed
- Low voltage holiday detector (wet sponge type)
- Clean water + wetting agent (as per spec)
- Ground lead and clamp (connect to bare metal)
- Marking pen / tape for defects
- Clean cloth for drying marked areas
Procedure
- Connect ground cable to exposed metal (clean, solid contact).
- Wet the sponge with the approved solution (not dripping).
- Set detector to the required sensitivity/voltage (per spec).
- Scan systematically:
- Use overlapping passes
- Maintain consistent contact pressure
- Move slowly enough to avoid missing pinholes
- When alarm indicates a holiday:
- Stop
- Mark the location
- Dry the area so you don’t “telegraph” and trigger false alarms next to it
- Continue until the entire area is checked.
✅ Best practice: Use a grid method or zone marking so 100% area coverage is proven.
Step-by-Step Procedure: High Voltage Spark Test (Thick Linings)
Equipment Needed
- High voltage holiday detector (spark type)
- Correct electrode (wire brush / spring / conductive rubber, as required)
- Ground lead and clamp
- DFT records to set test voltage
- Marking tools
- Repair kit and re-test plan
Procedure
- Confirm DFT and choose voltage as per specification / manufacturer recommendation.
- Many projects use a guideline around 100 V per mil (≈ 3.9 V/µm), but do not assume—always follow the spec and coating manufacturer’s holiday test voltage table if provided.
- Attach ground cable to clean bare metal and verify strong connection.
- Select electrode suitable for geometry (flat plate, welds, corners, shell, nozzles).
- Set voltage and perform a function check on a verified test area or reference setup (per your QA procedure).
- Scan the surface:
- Keep electrode in close contact or correct standoff as designed
- Use steady speed, overlapping passes
- Focus on high-risk areas:
- Welds, edges, corners, cut-outs
- Bolted connections and pads
- Stripe-coated areas and repairs
- When a holiday is detected (spark/alarm):
- Stop and mark
- Record zone, location, and number of defects
- Continue until complete coverage is finished.
⚠️ Warning: Excessively high voltage can burn or puncture a coating that was otherwise acceptable. This creates “inspection damage,” so voltage control is critical.
Acceptance Criteria (How to Report Results)
Your project spec usually defines acceptance. Typical reporting includes:
- Area tested (Tank ID / shell course / roof / nozzle numbers)
- Method used (wet sponge or spark)
- Instrument model and serial number
- Calibration/verification status
- DFT range and average used to select voltage
- Voltage setting used (for spark testing)
- Number of holidays found per zone
- Repair method and re-test results
✅ Final acceptance should always include re-testing repaired areas.
For immersion service and tank linings, discontinuity detection is critical. Read our detailed guide on Holiday Testing Procedure for Protective Coatings.
Repair of Holidays (Corrective Action)
Holiday repair must follow the coating manufacturer’s repair procedure, usually:
- Prepare the defect area
- Feather edges, roughen surface around holiday
- Clean
- Remove dust and contaminants
- Apply repair material
- Same coating or approved repair compound
- Cure as per product requirements
- Re-test the repaired area using the same holiday method and parameters
Common Mistakes I See in Field (Avoid These)
- Testing before coating is ready (soft film → damage/false results)
- Wrong voltage selection (too high → burns coating; too low → misses holidays)
- Poor grounding (false negatives)
- Moving too fast (missed defects)
- Not drying marked areas during wet sponge test (false alarms)
- Skipping DFT verification before holiday testing
FAQ
A pinhole is a tiny void; “holiday” is a broader term that includes pinholes, thin spots, cracks, or missed coating areas.
Follow the project spec and product data sheet. Many linings are tested after sufficient cure to avoid damage, but before handover/commissioning.
Not always. Holiday testing is most critical for immersion service and high-build linings.
Yes—if voltage is too high or coating is under-cured. Always set voltage according to spec/manufacturer guidance.
Because holiday test voltage and sensitivity depend on film thickness. Wrong voltage leads to missed defects or coating damage.
Welds, edges, corners, nozzles, sharp transitions, and repair patches.