By Pritam Singh – QC Coating Inspector
In coating inspection, hardness is one of the key properties that indicates proper curing and resistance to mechanical damage. A coating may look perfect visually, but if the film is not properly cured, it can fail during service.
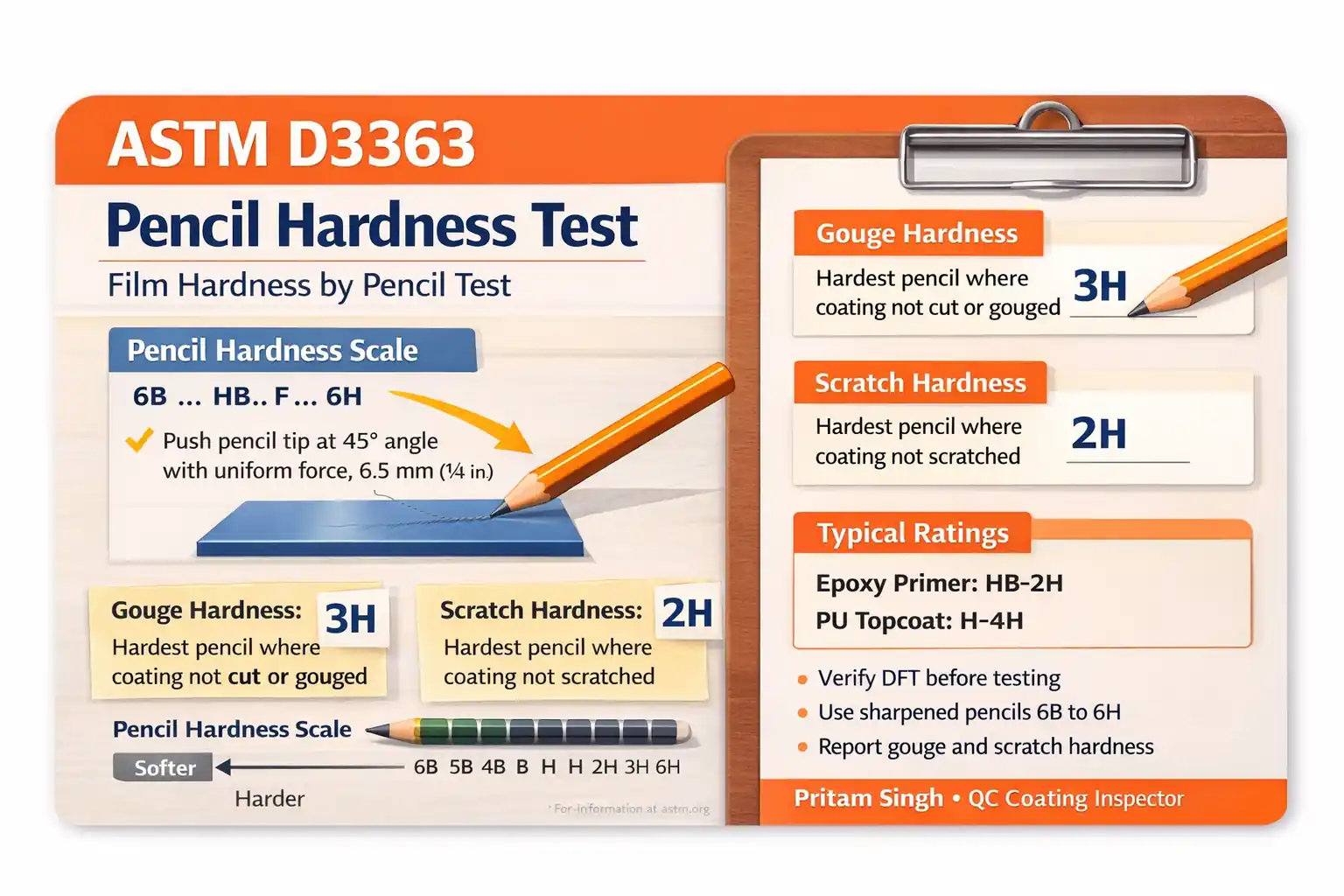
One of the simplest and most widely used methods for evaluating coating hardness is ASTM D3363 – Film Hardness by Pencil Test.
This article explains the procedure, equipment, interpretation, limitations, and practical site tips for inspectors.
What is ASTM D3363?
ASTM D3363 is a rapid and inexpensive test method used to determine the film hardness of organic coatings using pencils or drawing leads of known hardness.
It evaluates:
- Scratch resistance
- Gouge resistance
- Cure level of coating
- Relative surface hardness
This method is similar in content (but not technically equivalent) to ISO 15184.
Why Pencil Hardness Testing is Important
In my experience on oil & gas projects, pencil hardness testing is often used:
✔ During coating development
✔ For production control
✔ To verify curing after heat drying
✔ For comparing coating systems
✔ To confirm final hardness before shipment
Hardness directly affects:
- Abrasion resistance
- Impact resistance
- Surface durability
- Resistance to mechanical damage
Before performing hardness testing, always verify that adhesion is acceptable. If you are unsure about adhesion evaluation, refer to my guide on ASTM D3359 Tape Test – X-Cut & Cross-Cut Adhesion Method.
Equipment Required
The following equipment is required:
1️⃣ Pencil Hardness Set
A calibrated set of pencils ranging from:
6B (softest) → 6H (hardest)
Scale example:
6B – 5B – 4B – 3B – 2B – B – HB – F – H – 2H – 3H – 4H – 5H – 6H
Each step represents one hardness unit.
2️⃣ Additional Tools
- Mechanical lead holder (preferred for consistency)
- Draftsman-type sharpener
- 400 grit abrasive paper
- Flat test surface
- Environmental control (23 ± 2°C and 50 ± 5% RH)
Test Conditions
The coating must:
- Be properly cured
- Be applied to smooth rigid substrate
- Have agreed film thickness
- Be tested at standard temperature and humidity
Before testing hardness, ensure correct DFT. If DFT is not verified, results may be misleading. You can review proper thickness verification in my article on How to Calibrate DFT Gauge.
Step-by-Step ASTM D3363 Procedure
Step 1: Prepare the Pencil
For wood pencils:
- Remove 5–6 mm of wood from the tip
- Avoid damaging the lead
- Create a flat, smooth circular end using 400 grit paper
- Maintain 90° angle during preparation
The lead edge must be smooth and free from chips.
Step 2: Position the Panel
- Place coated panel on a firm horizontal surface
- Ensure surface is clean and dry
Step 3: Apply the Pencil
- Hold pencil at 45° angle
- Push away from operator
- Stroke length ≈ 6.5 mm (1/4 inch)
- Apply uniform downward and forward pressure
Start with the hardest pencil (6H) and move downward.
Step 4: Determine End Points
There are two hardness values to determine:
✔ Gouge Hardness
The hardest pencil that does not cut through the coating to the substrate for at least 3 mm.
✔ Scratch Hardness
The hardest pencil that does not scratch or rupture the surface.
Note:
Some coatings will have identical gouge and scratch hardness.
Perform minimum two determinations for each endpoint.
How to Interpret Results
Example:
- Gouge Hardness: 3H
- Scratch Hardness: 2H
This means:
- Coating resists gouging up to 3H
- Surface scratch resistance is slightly lower
Harder coatings typically show higher “H” values.
Softer coatings show more “B” values.
Common Practical Observations on Site
From my field experience:
✔ Epoxy primers often range from HB to 2H
✔ Polyurethane topcoats range from H to 4H
✔ Under-cured coatings show lower hardness
✔ Over-baked coatings may show brittle behavior
Sometimes coatings contain lubricating additives, making scratches difficult to observe. Always confirm visually and by fingernail feel.
Factors Affecting Results
- Pencil brand and calibration
- Operator technique
- Lead preparation quality
- Film thickness
- Surface roughness
- Curing conditions
- Laboratory differences
For best accuracy, purchaser and seller should agree on:
- Specific pencil brand
- Test panels
- Curing conditions
Precision and Reproducibility
According to interlaboratory studies:
- Within-lab variation ≈ 1 pencil unit
- Between-lab variation ≈ 1 pencil unit
If results differ by more than one hardness unit, they may be considered suspect.
Limitations of ASTM D3363
This test:
❌ Does not measure actual mechanical hardness value
❌ Is qualitative, not quantitative
❌ Is sensitive to operator skill
❌ May vary between laboratories
It is best used for:
✔ Comparative testing
✔ Production control
✔ Development work
For critical service environments (immersion, offshore, chemical exposure), hardness should be evaluated alongside:
- Adhesion testing
- Holiday detection
- Surface preparation control
For coating discontinuities and pinholes, see my article on Holiday Testing Procedure for Protective Coatings.
And remember — hardness performance depends heavily on surface preparation quality. If blasting or cleaning is improper, coating may appear hard but still fail in service.
Reporting Requirements
Your report should include:
- Gouge hardness value
- Scratch hardness value
- Pencil brand and grade
- Film thickness
- Curing conditions
- Environmental conditions
- Any deviation from standard
Example report entry:
ASTM D3363 Pencil Hardness Test
Gouge Hardness: 3H
Scratch Hardness: 2H
DFT: 180 µm
Cure: 7 days @ 25°C
Final Thoughts
ASTM D3363 is one of the simplest yet effective methods for evaluating coating hardness. While it is not a replacement for advanced mechanical testing, it provides valuable insight into curing and surface durability.
Coating performance evaluation should include hardness, adhesion, and surface preparation verification. For metallic coatings, qualitative adhesion testing procedures are covered under ASTM B571 – Standard Practice for Qualitative Adhesion Testing of Metallic Coatings.
When combined with:
- Adhesion testing (ASTM D3359)
- DFT verification
- Holiday testing
- Proper surface preparation
It forms a complete coating inspection control system.
FAQ
ASTM D3363 is a standard test method used to determine the surface hardness of organic coating films using calibrated pencils ranging from 6B (softest) to 6H (hardest). It evaluates scratch resistance and gouge resistance to assess coating cure and durability.
Gouge hardness is the hardest pencil that does not cut through the coating to the substrate, while scratch hardness is the hardest pencil that does not scratch or rupture the surface. In some coatings, both values may be the same.
Typical pencil hardness values are:
Epoxy coatings: HB to 2H
Polyurethane topcoats: H to 4H
However, acceptable hardness should always follow project specifications and curing conditions.
No. ASTM D3363 is a qualitative test method. It does not provide a numerical hardness value like Vickers or Rockwell tests. It only gives a comparative pencil hardness rating.
Results may vary due to differences in pencil brands, lead preparation, operator pressure, film thickness, curing time, and environmental conditions. For consistent results, purchaser and seller should agree on pencil type and test conditions.