(X-Cut & Cross-Cut Adhesion Rating for Protective Coatings)
By Pritam Singh (QC Coating Inspector)
If a coating does not adhere properly, it will fail early—peeling, flaking, underfilm corrosion, and rework costs will follow. That’s why ASTM D3359 is one of the most common field and shop tests used to rate coating adhesion using pressure-sensitive tape.
This guide explains the two ASTM D3359 methods, when to use each, step-by-step procedure, rating scales, limitations, and best inspection practices.
What is ASTM D3359?
ASTM D3359 is a standard test method to rate adhesion of relatively ductile coating films on metal substrates by applying tape over cuts made through the coating and then removing the tape at a controlled angle.
It is mainly used to confirm:
- Coating adhesion is acceptable for service (QA/QC check)
- Surface preparation and application quality are consistent
- Adhesion problems exist (intercoat or substrate failure)
Important: It gives a rating (0–5), not a true “adhesion strength value” like pull-off testing (ASTM D4541).
Method A vs Method B (Which One to Use?)
✅ Test Method A – X-Cut Tape Test
Best for:
- Thicker coatings / coating systems (commonly > 125 µm / 5 mils total DFT)
- Field use (quick checks on structure/piping)
✅ Test Method B – Cross-Cut (Lattice) Tape Test
Best for:
- Thinner coatings (commonly ≤ 125 µm / 5 mils total DFT)
- Shop/Lab use and flat surfaces (panels, plates)
Key update from D3359–23:
- The standard clearly guides: Method A for thicker systems, Method B for thinner systems, unless purchaser/seller agree on modified spacing for thicker films.
Tools & Materials You Need
- Sharp cutting tool (new blade is best)
- Straightedge / cutting guide
- Pressure-sensitive tape (25 mm / 1 inch)
- Rubber eraser or rubber roller (to apply uniform pressure)
- Good lighting (to confirm cut reaches metal substrate)
- Magnifier (especially for Method B)
Tape requirement (important update)
The latest D3359–23 recommends tape with controlled peel strength (tested by ASTM D3330 / PSTC method range).
Why? Because different tape brands/batches can give different results.
Best practice: Use same tape batch/lot for consistent reporting.
ASTM B571 – Standard Practice for Qualitative Adhesion Testing of Metallic Coatings
Before You Start (Field Inspector Checklist)
- Surface must be clean and dry
- Avoid testing on areas with: runs, sags, blisters, visible defects (unless you’re investigating failure)
- Record ambient conditions: temperature & humidity (extremes affect tape behavior)
- Confirm total DFT if possible (use DFT gauge and agree the method)
TEST METHOD A (X-Cut) – Step-by-Step Procedure
Step 1: Select test location
Choose a clean area free of defects.
Step 2: Make an “X” cut
- Two cuts ~40 mm long
- Intersect at center with 30°–45° angle
- Cut must reach metal substrate in one steady stroke
Step 3: Confirm substrate reached
Use light reflection to confirm metal is exposed.
Step 4: Apply tape
- Discard first two laps from tape roll (daily start)
- Cut tape piece about 75 mm
- Place tape centered on X-intersection
- Press and rub firmly with eraser/roller until full contact
Step 5: Remove tape correctly
- Remove within 90 ± 30 seconds
- Pull back at ~180° angle, quickly but not jerky
Step 6: Rate adhesion (0A to 5A)
ASTM D3359 Method A ratings:
- 5A = No removal
- 4A = Trace removal along cut
- 3A = Jagged removal up to ~1.6 mm each side
- 2A = Jagged removal up to ~3.2 mm each side
- 1A = Most of area under tape removed
- 0A = Removal beyond X area
Step 7: Repeat
Perform at least 3 locations and report mean + range.
TEST METHOD B (Cross-Cut / Lattice) – Step-by-Step Procedure
Step 1: Choose spacing based on DFT
- ≤ 50 µm (2 mils): 1 mm spacing, 11 cuts each direction
- 50–125 µm (2–5 mils): 2 mm spacing, 6 cuts each direction
- > 125 µm (5 mils): generally use Method A (unless spacing modified by agreement)
Step 2: Create lattice pattern
- Parallel cuts ~20 mm long
- Then second set of cuts at 90°, crossing the first set
- Must reach substrate evenly
Step 3: Brush lightly
Remove loose flakes (don’t damage coating).
Step 4: Apply tape + pressure
Same method: place tape over grid, press firmly with eraser/roller until uniform contact.
Step 5: Remove tape
Within 90 ± 30 seconds, 180° pull-off.
Step 6: Rate adhesion (0B to 5B)
Method B ratings:
- 5B = No squares removed
- 4B = Tiny flakes at intersections (<5% area)
- 3B = Flaking along cuts (5–15%)
- 2B = Flaking (15–35%)
- 1B = Large ribbons/whole squares removed (35–65%)
- 0B = Worse than 1B
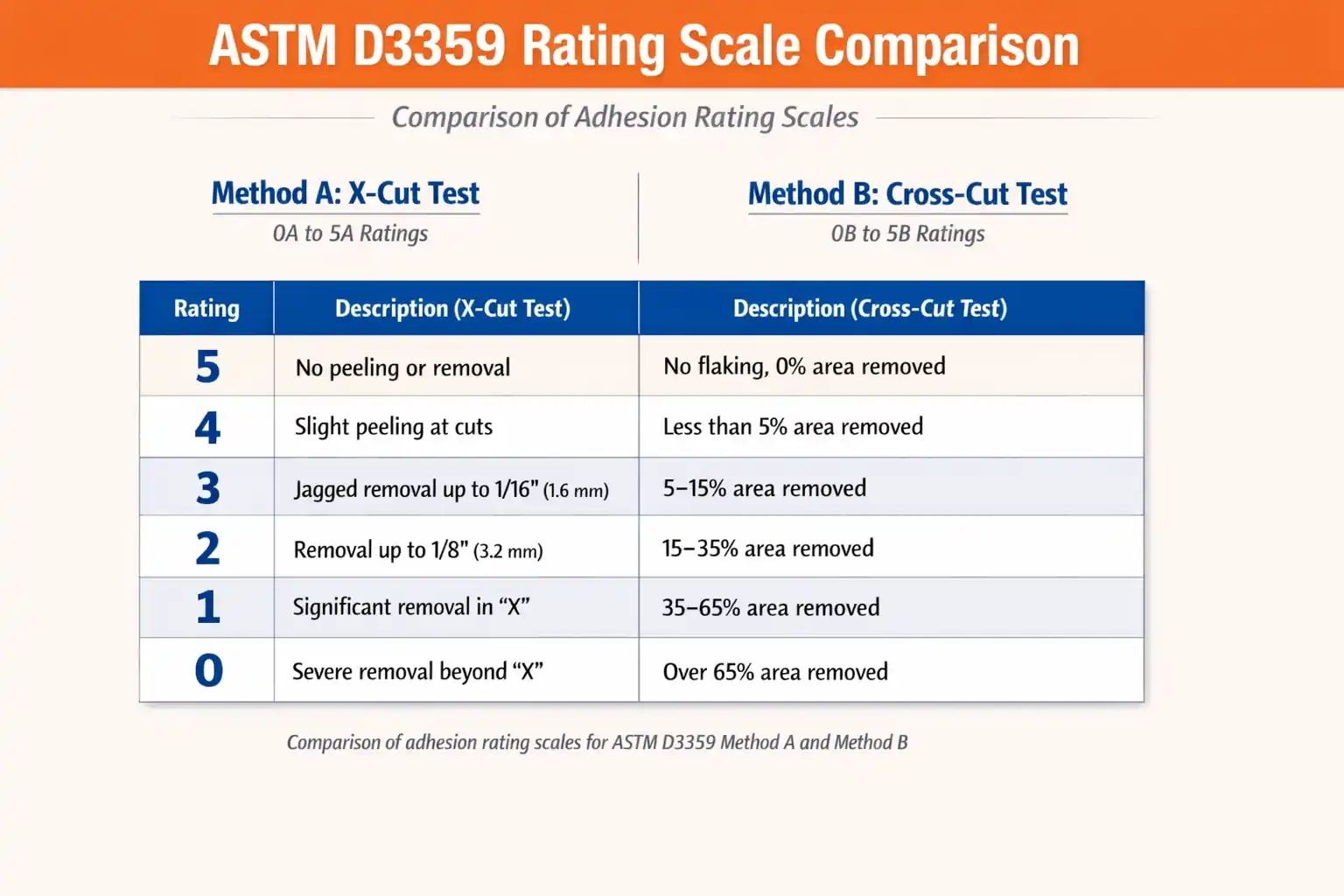
ASTM D3359 Rating Scale Comparison (Method A vs Method B)
| Rating | Method A – X-Cut (Thicker systems) | Method B – Cross-Cut / Lattice (Thinner systems) |
|---|---|---|
| 5A / 5B | No peeling or removal | Edges completely smooth; no squares detached |
| 4A / 4B | Trace peeling/removal along cuts or at intersection | Small flakes at intersections; < 5% area affected |
| 3A / 3B | Jagged removal along cuts up to 1.6 mm (1/16 in.) each side | Flaking along edges/intersections; 5–15% area affected |
| 2A / 2B | Jagged removal along most cuts up to 3.2 mm (1/8 in.) each side | Flaking along edges and parts of squares; 15–35% area affected |
| 1A / 1B | Removal from most area under tape (within X area) | Large ribbons/whole squares detached; 35–65% area affected |
| 0A / 0B | Removal beyond X area | Worse than 1B (severe flaking/detachment) |
How to Report Results (What Inspectors Should Write)
Your report should include:
- Method used (A or B)
- Substrate (CS / SS / galvanized, etc.)
- Coating system (primer/intermediate/topcoat if known)
- Cure method & cure time (if known)
- Number of tests, mean rating, range
- Where failure occurred (to metal? intercoat? cohesive within coat?)
- Environment at time of test (field)
- Tape details (brand + lot number, and if available peel strength info)
Practical Limitations (Very Important)
ASTM D3359 is popular because it is simple—but you must understand limits:
- It is best for lower to moderate adhesion discrimination (not for high-precision adhesion strength).
- In multicoat systems, failure can happen between coats, so it may not confirm true substrate adhesion.
- Results vary due to:
- tape brand/batch aging
- operator pull angle/rate
- humidity/temperature
- dull blade or uneven cutting depth
- Not ideal for plastics/wood unless agreed—results can be misleading.
Tip: For critical service (offshore, immersion, pipelines), consider ASTM D4541 pull-off in addition to D3359.
Common Mistakes I See on Site
- Blade not sharp → tears coating edges → false poor rating
- Cut does not reach substrate → false good rating
- Pulling tape at 90° instead of 180° → changes force
- Waiting too long after tape application → inconsistent results
- Using random tapes (no peel control) → non-repeatable ratings
- Doing test on dusty/contaminated surface → wrong conclusion
Where This Test is Useful (Real Projects)
- Pipeline spools and fittings (shop painted)
- Structural steel after blasting + primer
- QA check after recoat/repair areas
- Checking intercoat adhesion when recoat window is exceeded
- Confirming adhesion after surface contamination issues (salt, oil, flash rust)
Final Thoughts
ASTM D3359 remains one of the most practical and widely used adhesion rating methods in the coating industry. When performed correctly and interpreted properly, it provides reliable insight into coating bond performance.
However, adhesion testing should never be performed in isolation. It must be supported by:
- Proper surface preparation control
- Correct DFT verification
- Holiday detection where required
- Environmental monitoring
When these controls are combined, coating systems achieve maximum service life.
FAQ
Normally, 4B–5B (Method B) or 4A–5A (Method A) is considered good, but acceptance depends on project spec.
Only if you increase spacing and there is clear agreement (owner/contractor/spec). Otherwise, use Method A.
Because peel strength and adhesive properties vary by brand, batch, and age. That’s why controlled peel range and same batch is recommended.
No. It gives a rating only. For true adhesion strength, use pull-off testing (like ASTM D4541).
It can be done by agreement, but accuracy and repeatability are weaker than on metal.